一、雕铣机主轴电机变频调速的性能要求:
主轴系统是雕铣机的重要组成部件,其性能对数控雕铣机整机的性能有着至关重要的影响。
1、全速度范围内速度波动小、电流波动小;
2、低速力矩大,可以保证低转速切削;
3、加减速的时间尽量短;
HD700变频器具有优异的电机控制性能,可满足雕铣机主轴要求调速范围宽、转速稳定度高、过载能力强、低速力矩大、加减速时间短等方面的性能需求,输出频率在高速模式下可达1500Hz,过载能力强,输出频率稳定。
二、工况及变频使用情况
以某公司生产的650型数控雕铣机为例,其要求主轴系统采用变频器驱动异步交流电机来实现无级变速。主轴电机使用四极高速无刷水冷电机,噪音小、切割力度大。运行转速一般在0~24000r/min,对应的变频器运行频率为0~800Hz。
1、现场设备情况:

电机型号 | HDK125-24Z/5.5-ER32 | |||
额定功率 | 额定电压 | 额定电流 | 频率 | 转速 |
5.5KW | 380V | 11.1A | 400—800Hz | 12000—24000rpm |
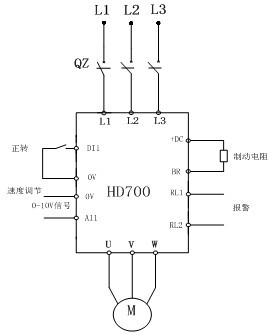
2、变频器外部接线图:
3、变频器配置
变频器型号:HD700-40T00550
制动电阻 :500W/100Ω
三、调试步骤:
1、在参数默认设置的基础上设定以下参数

设定以上参数后按“MF”键点动运行,观察整个机械系统是否正常。如果正常则进入试运行。
注意:以上参数按实际需要设定,上表只是现场通用数据。其中P21.13出厂默认值为0,P21.13=0时最大运行频率可达到300.0Hz, P21.13=1时为高频模式,最大运行频率可到达1500Hz。
2、设定以上参数运行后可根据运行情况调节P00.22(电机转矩提升)改变此参数值可调整低频区电机力矩大小,此参数值越大,电机低频输出转矩越大,电流也越大,但设置过大可能导致过流保护。
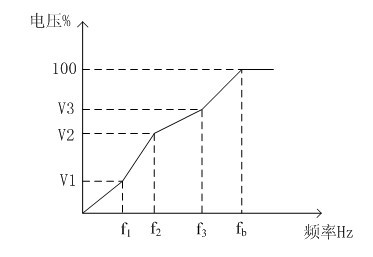
3、调整v/f曲线
进行上述调整后,还可以根据具体情况调整V/F曲线。HD700变频器默认状态下V/F曲线是一条直线,在P06.01=0(用户自定义V/F 曲线)时,通过P06.02~P06.07可以任意调整V/F曲线。如下图所示根据需要设定V/F曲线上三个点的频率和输出电压(V,F),则任意一频率 段输出电压可以根据需要适当增大或减小,即调整电机转矩。

4、如果在运行中出现共振问题,请在确定机械安装正常的情况下设置跳跃频率,跳过共振频率段。HD700变频器两个 跳跃基准(P01.05、P01.06),当跳跃频率设置为0时,跳跃频率功能被禁止。跳跃频率范围参数(P01.07)定义为选定跳跃频率的上下偏置。 因此,实际的跳跃基准频带是跳跃频率范围参数(P01.07)中的设定的两倍,跳跃基准参数(P01.05、P01.06)定义了频带的中心点。当给定频 率在频带范围内时候,频带下限将作为最终给定频率。
经过跳跃频率滤波后的最终频率将限制在最大运行频率(P01.02)和最小运行频率(P01.03)之间。如下图所示:
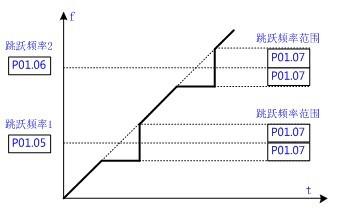
注意:加减速过程中,变频器的输出频率可以穿越跳跃频率,不要将两个跳跃频率的范围设置重叠。
5、使用效果
经现场调试,HD700通用变频器使得雕铣机主轴电机转速平稳、加减速时间短、低速力矩大,完全达到工艺性能要求。