高帅 刘骞
(七喜智能设备有限公司, 广州 510760)
摘要:本文介绍现代造纸机设备工作原理,生产线电气控制系统的特点。以七喜变频器HD700为驱动装置,以PLC为控制主机,实现PLC与HD700变频器的通讯、造纸机的速度控制,负荷分配控制等功能。在造纸机变频传动系统中,七喜变频器方案取得了良好的稳定性和控制精度,较好满足造纸机生产线需要。
关键词:HD700;造纸机;变频传动
The application of HEDY drive in the inverter system of paper machine
GAO Shuai LIU Qian
(Guangzhou HEDY Intelligent Equipment Co., Ltd,Guangzhou 510760)
Abstract: The working principle of paper machine equipment and the character of the electric control system of paper machine is introduced.PLC is master,HD700 is slave, the function of the communication with PLC and HD700 drive,speed control paper machine,load distribution control are realized.In the inverter system of paper machine,HD700 drive get stability and control precision,which can satisfy the production line of paper machine.
Keywords:HD700 drive;paper machine;inverter;
0 引言
造纸工业是一个与国民经济发展息息相关的重要产业,它涉及林业、农业、机械制造、化工、电气自动化、交通运输、环保等多个产业。而现在多数造纸企业采用多台直流电动机带动各传动轴的传动方式,可做到无极调速,但由于碳刷的存在使维护相当麻烦。随着交流变频控制系统及通讯技术的发展,交流变频传动系统在新型造纸机上的应用越来越广泛,调速范围宽,调速性能好,节电,操作简便。现代化的造纸机系统采用上位机、PLC、变频器交流电机构成系统,完成纸机的监控、运行及生产管理。
1 造纸机械设备的构成和原理
造纸机械设备由原料设备,制浆设备,造纸机组成。其中最核心部分是造纸机,造纸机是按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶水,再进入后干燥烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。造纸工艺流程图如图1所示:

2 造纸机电气系统需求分析
2.1 造纸机自动化控制控制要求
a.起动要求:
纸机中存在传动惯量较大的分部,如烘缸,需要平稳起动,避免机械连抽的损坏。
b.速度要求:
造纸机由纸浆到纸,需经过压力喷浆上浆、压榨、干燥、压光和卷绕等多个分部,是一个多单元的速度协调控制系统,各个分部间的速度有着较严谨的速度比例关系,否则会造成断纸或过度松弛,影响成纸的物理指标,而且不能稳定纸页的定量控制,影响产品质量。因此纸机的各分部都要有精度较高的稳速性能。
c.分部调速的要求:
纸机上的纸受到牵引力的作用,在网部和压榨部产生纵向伸长,在干燥部纵向继续伸长,当纸张含水量降低后,纸张减少纵向伸长变形,在纸张进入压光机和卷纸机时,纸张再牵引而伸长,因此在整个纸机生产线中,各个分部的速度是不同的,这样可以保持纸幅张力。同时,纸机各分部的速度必须是可以调节的。这样可以避免纸幅松弛或过度绷紧而断纸。由于造纸机无须频繁起动,而工艺要求的变速范围不大,所以稳速是纸机电气传动自控的主要目标。
2.2 造纸机电气控制难点
a.纸机的速度控制:
由于各分部传送着生产过程中的纸张,根据造纸工艺要求,保持后一级张力略大于前一级,需要各分部间线速度比例协调控制,高精度、可靠地保持这个比例系数就能保证产品产量、质量。同时,纸机的这种速度比例协调关系应在改变车速或停机后重新开机继续保持,不需重新调节。各分部独立控制,且具有灵敏的微升、微降及绷紧等调节功能,便于操作调节与前后分部间的速差,避免纸张再传送过程中的过度松弛和绷紧断纸现象。
b.主从负荷分配控制:
在造纸传动控制中多个传动点带动一块网部或多个传动对象,相互施压合成一定力矩且同步运转的情况,要使各关联传动电机根据各自的配置按比例合理承担功率输出,需采用负荷分配控制形式,如果负荷分配调节不好,将会造成整个负荷环路各传动点负载失衡,线速不同步,无法正常运行。
3 七喜变频器的系统控制方案
3.1 七喜变频器的特色
a.全系列产品通过美国UL认证,产品稳定可靠。
b.5.5KW及以上功率标配直流电抗器,减小电流脉动值,改善输入功率因素。
c.完善的保护功能,系统稳定、可靠性高,内置EMC滤波器。
d.超低噪音,载波频率可以在1K—15K可调整。
e.IGBT结温模型设计及独特的结构设计,更好的适应外界的高温高湿环境。
3.2七喜变频器系统方案设计
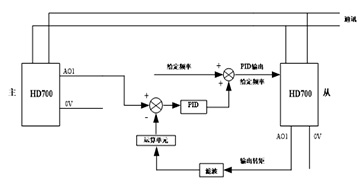
依据造纸机对电动机驱动系统的要求,为系统准备了造纸机调速的专用变频器。在系统中,网部的复压作为主传动,真空压榨为辅传动。主传动采用基本的速度控制方式,从传动采用负荷分配控制。在从机控制中,运用变频器内部PID修正频率主给定,以主传动的转矩输出作为从机的PID给定值,从传动的转矩输出经滤波后作为PID反馈值。为了提高控制精度,可以调节PID给定量和反馈量的增益,如200%。这样保证了控制精度,提高了系统的稳定性,方案如图2所示:

3.3应用七喜变频器后造纸机系统性能改善
a.由于七喜变频器的过流、过压、过热、欠压等多种保护措施能有效的保护电机,使设备故障率低;
b.经变频调速后,电机以软启动方式启动,减少对电网和设备的冲击;
c.经七喜变频器系统改造方案后,提高了电机的调速精度,速度更加的平滑稳定,极大提高了系统的稳定性;
d.使用变频器后,可以自动控制烘干系统的压力和纸浆的流量,提高系统的效率;
e.经系统改造方案后,低频转矩大,响应快,运行转速精度高,波动小。
f.流量控制器信号和烘干系统的气压信号,通过七喜变频器的模拟信号输出到系统控制器,来调节纸浆的流量和烘干系统的烘干压力,操作安全方便。
4 结论
造纸机变频传动控制系统改造方案,满足了造纸机电气控制系统的主从负荷分配控制和速度控制要求,提高了系统的可靠性和稳速精度。在各造纸厂得到广泛应用,并获得一致认可。
参考文献
[1]黄煊,撒继铭. 造纸机交流变频调速控制系统[J].北京:中华纸业,2004.24-37.
[2] 王志军,张池.造纸机负荷分配产生的原因与控制[J].北京:中国造纸,2006.101-102.
[3]张池.基于PROFIBUS现场总线的造纸机电控系统设计[J].北京:计算技术与自动化,2009.28-30.